فرن طلاء بودرة بناقل مستمر
للخطوط الأوتوماتيكية: تدفق مستمر للمنتجات دون تحميل بالدفعات
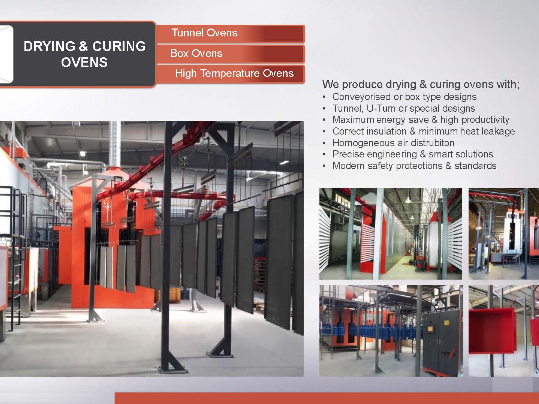
فرن المعالجة الناقل مبني للإنتاج المستمر، حيث تتحرك القطع عبر الفرن على خط متحرك بدلاً من تحميلها وتفريغها على شكل دفعات. متوفراً بتخطيط نفق مستقيم أو تخطيط بمنعطف على شكل حرف U، فهو يعالج تياراً ثابتاً من القطع أثناء انتقالها عبر الغرفة المسخنة، مزيلاً تأخيرات التوقف والبدء في عمل الدفعات. إنه الفرن المناسب للقائمين بالطلاء بأحجام كبيرة، وخطوط الإنتاج المخصصة، والعمليات التي يكون فيها الخرج المتسق والتكلفة المنخفضة لكل قطعة أهم من مرونة الدفعات المفردة.
حجم الغرفة وسعتها
يُحدد حجم الفرن الناقل بالخط الذي يخدمه بدلاً من حجم غرفة ثابت. يمرر تخطيط النفق القطع بشكل مستقيم، وهو ما يناسب تدفق إنتاج طويلاً وبسيطاً والقطع الأطول. يطوي تخطيط المنعطف على شكل حرف U المسار على نفسه بحيث تقع نقطتا التحميل والتفريغ عند الطرف نفسه، مما يوفر مساحة أرضية ويبقي المشغلين في منطقة عمل واحدة. تُحدد السعة بسرعة الخط وتباعد القطع على الناقل: تزيد الحركة الأسرع والتعليق الأكثر تقارباً من الإنتاجية، بينما تستدعي القطع الأثقل أو الأكثر كثافة حركة أبطأ بحيث تصل كل قطعة إلى معالجة كاملة. والنتيجة غرفة يتناسب خرجها مع الخط بدلاً من مقدار ما يمكنك إدخاله عبر باب.
التسخين وتكلفة التشغيل
فرن المعالجة الناقل متوفر بتسخين بالغاز أو الكهرباء. التسخين الكهربائي أبسط في التركيب وأقل في التكلفة الأولية، دون مدخنة أو إمداد غاز للترتيب. يقدم الغاز عادةً تكلفة تشغيل أقل عند الأحجام العالية والمستدامة التي بُني لها الخط الناقل، ولهذا تختاره العديد من الخطوط المستمرة. تعتمد الإجابة الصحيحة على ساعات تشغيلك وأسعار الطاقة والإمداد المتاح، ويتناول دليلنا حول أفران المعالجة بالغاز مقابل الكهرباء ذلك القرار بالتفصيل. أياً كان التسخين الذي تختاره، فإن أكبر ميزة من حيث التكلفة لفرن ناقل هي الإنتاجية: فتوزيع الحرارة عبر تدفق مستمر من القطع يدفع التكلفة لكل قطعة معالجة إلى ما دون ما يمكن أن تبلغه المعالجة بالدفعات عند الأحجام الكبيرة.
ملف المعالجة واتساق درجة الحرارة
أقصى درجة حرارة هي 205 C (400 F)، وتغطي نافذة المعالجة القياسية للبودرة. على خط ناقل تُحكم المعالجة بسرعة الخط: تقضي كل قطعة وقتاً ثابتاً في المنطقة المسخنة، ويجب أن تكون مدة البقاء تلك طويلة بما يكفي لوصول المعدن إلى درجة حرارته المستهدفة، عادةً في نطاق 180-200 C، والحفاظ عليها. ولأن كل قطعة تتبع المسار نفسه بالسرعة نفسها، فإن الفرن الناقل يقدم معالجة متسقة لكل قطعة، وهي ميزته الأساسية على عمل الدفعات حيث تتباين أنماط التحميل. تبقي مطابقة سرعة الخط لأثقل قطعة في المزيج حتى العناصر السميكة معالجة بالكامل أثناء مرورها.
البناء والتحكم
الفرن معزول للاحتفاظ بالحرارة في الغرفة بينما تدخل القطع وتخرج باستمرار، وقد صُممت فتحتا الدخول والخروج للحد من فقدان الحرارة على خط لا يتوقف أبداً. يتحكم النظام في درجة حرارة ثابتة للغرفة بحيث تتلقى كل قطعة، مقترنة بسرعة ناقل ثابتة، المعالجة نفسها التي تتلقاها القطعة التي تسبقها. ولأن المتغيرات هي درجة الحرارة وسرعة الخط بدلاً من التوقيت اليدوي للدفعات، فإن تشغيل الفرن الناقل بثبات أمر مباشر بمجرد ضبط الوصفة، باعتماد أقل على تقدير المشغل من حمل إلى آخر.
أين يندرج في خط الإنتاج لديك
فرن المعالجة الناقل هو مرحلة واحدة من خط تشطيب متكامل ومتحرك باستمرار. يتصل مباشرةً بناقل علوي أو ناقل Power and Free يحمل القطع من المعالجة الأولية، عبر كابينة الطلاء، وإلى الفرن دون إعادة مناولة يدوية. في المرحلة السابقة، ينظف خط معالجة أولية آلي القطع ويهيئها في التدفق المستمر نفسه، وتطبق كابينة الطلاء البودرة أثناء مرور القطع. يبقي مركز تغذية البودرة الكابينة مزوّدة للرش المتواصل. يكمل الفرن الناقل الحلقة، معالجاً كل قطعة عند وصولها بحيث يعمل الخط بأكمله كنظام إنتاج واحد متزامن.
السعر عند الطلب
تواصل معنا لتقديم الطلب
المواصفات
- التخطيط
- Tunnel or U-turn
- أقصى درجة حرارة
- 205°C
- التسخين
- Gas or Electric
- التكامل
- Overhead or power & free conveyor
الميزات الرئيسية
- تدفق منتج مستمر: لا تأخير في التحميل بالدفعات
- تخطيط نفقي أو على شكل التفافة (U-turn): يناسب مخططات أرضية مختلفة
- يندمج مع أنظمة الناقل العلوي أو Power & Free
- حرارة معالجة ثابتة: كل قطعة تحصل على المعالجة نفسها
- تكلفة أقل لكل قطعة عند أحجام الإنتاج الكبيرة
مهتم بـ فرن طلاء بودرة بناقل مستمر؟
تواصل مع فريقنا الهندسي بمتطلباتك. نرد خلال يوم عمل واحد.