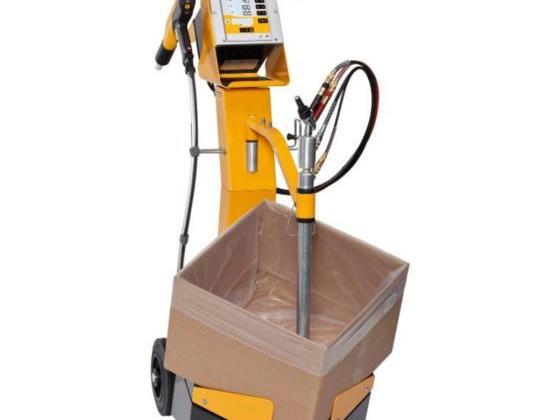
مسدس طلاء بودرة أوتوماتيكي
للتركيب على الروبوت المتذبذب في خطوط الطلاء الأوتوماتيكية
مسدس الرش الأوتوماتيكي هو مسدس بودرة مصمم للإنتاج دون إشراف، مركّب على جهاز ترددي أو روبوت ومُدار بتحكم PLC مدمج بدلاً من إمساكه من قبل مشغّل. صُنع للتشغيل الأوتوماتيكي المستمر عبر إنتاج متعدد الورديات، حيث يتعين أن تتكرر نتيجة الطلاء نفسها آلاف المرات دون تدخل يدوي. إذا تجاوز حجمك الرش اليدوي وكنت بحاجة إلى تطبيق يعمل بثبات ناقلك، فهذا هو المسدس الذي يحوّل الكابينة إلى مرحلة طلاء أوتوماتيكية.
تحكم PLC وقابلية التكرار
يُدار المسدس بـ PLC مدمج يضبط kV وخرج البودرة وعرض النمط. وضع هذه المعطيات تحت تحكم قابل للبرمجة هو ما يجعل الطلاء الأوتوماتيكي قابلاً للتكرار: فكل قطعة ترى الشحنة نفسها، وحجم البودرة نفسه، ونمط الرش نفسه، وردية بعد وردية، دون انحراف ناتج عن إرهاق المشغّل أو حكمه. بالنسبة لمهندس الإنتاج، هذه هي القيمة الجوهرية للمسدس، لأن الاتساق عبر الدورات الطويلة هو ما يبقي معدلات الرفض منخفضة وجودة التشطيب قابلة للتنبؤ عندما لا يراقب أحد كل قطعة.
التشغيل الأوتوماتيكي المستمر
صُمم المسدس للتشغيل الأوتوماتيكي المستمر، أي أنه مبني للعمل عبر ورديات إنتاج كاملة بدلاً من دفعات يدوية قصيرة. هذا يناسب المصانع متعددة الورديات حيث يعمل الخط ساعات طويلة ولا يمكن أن تكون مرحلة التطبيق نقطة تحتاج اهتماماً مستمراً. كما يعني التشغيل المستمر والأوتوماتيكي أن خرج المسدس متزامن مع سرعة الناقل وتباعد القطع، فيحدث الطلاء في توقيت وصول القطع لا بوتيرة مشغّل.
التركيب والحركة
يُركَّب المسدس على جهاز ترددي أو روبوت. يمسح الجهاز الترددي المسدس عمودياً عبر القطع وهي تمر على الناقل، فيغطي كامل ارتفاع العمل بنمط مرور متساوٍ. يضيف الروبوت المزيد من درجات الحرية للقطع التي تحتاج هندستها أن يتبع المسدس مساراً أكثر تعقيداً. وفي الحالتين، يحمل نظام الحركة المسدس عبر مسار مبرمَج، ويُطابَق عرض النمط المضبوط بـ PLC مع تلك الحركة كي تبقى التغطية موحدة عبر القطعة. هذا الجمع بين الحركة المبرمَجة ومعطيات الرش المبرمَجة هو ما يزيل تباين المشغّل من التطبيق.
الماسح وكشف القطع
المسدس متوافق مع ماسحات 2D و3D التي تكشف هندسة القطعة وهي تقترب من الكابينة. يتيح كشف الهندسة للنظام تشغيل المسدسات فقط عند وجود قطعة والتكيّف مع حجم القطعة وشكلها، بدلاً من الرش المستمر في مساحة ناقل فارغة. هذا يقلّل نفايات البودرة بين القطع ويساعد على تكييف مرور الطلاء مع مظهر كل قطعة. بالنسبة للإنتاج المختلط حيث تتباين أحجام القطع على طول الناقل، يبقي التشغيل المعتمد على الماسح كلاً من التغطية وكفاءة البودرة تحت السيطرة أوتوماتيكياً.
أين يندرج ضمن خطك
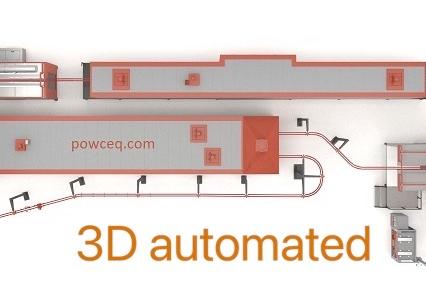
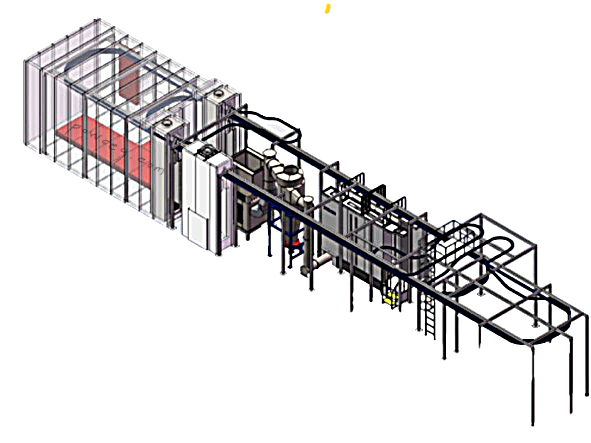
مسدس الرش الأوتوماتيكي هو مرحلة التطبيق في خط تشطيب أوتوماتيكي، مركّب داخل كابينة بودرة أوتوماتيكية حيث يُلتقط رذاذه الزائد عبر استرجاع الكابينة بالسيكلون أو الخراطيش ويُعاد لإعادة الاستخدام. وفي الأعلى، ينظّف نفق معالجة أولية القطع ويجهّزها كي يلتصق الطلاء؛ يكشف الماسح كل قطعة وهي تدخل الكابينة، ويدير PLC المسدس المركّب على الجهاز الترددي لطلائها وفق وصفة محددة. وفي الأسفل، يحمل الناقل القطع المطلية إلى فرن المعالجة، حيث تتشابك البودرة عند النطاق المعتاد 180-200 C. تُغذّى البودرة المستردة عائدةً عبر مركز غربلة إلى المسدس، فتُغلق الحلقة. حجِّم عدد المسدسات وشوط الجهاز الترددي وفق ارتفاع قطعك وسرعة ناقلك كي تبقى التغطية متساوية بوتيرة الإنتاج.
السعر عند الطلب
تواصل معنا لتقديم الطلب
المواصفات
- التركيب
- Reciprocator / robot
- التحكم
- PLC integrated
- التشغيل
- Continuous automatic
- الماسح
- 2D/3D compatible
الميزات الرئيسية
- تثبيت على مُرَدِّد أو روبوت: معاملات رش يتحكم بها PLC
- متوافق مع ماسح 2D/3D: كشف أوتوماتيكي لهندسة القطعة
- تشغيل مستمر: مصمم للإنتاج بنظام الورديات المتعددة
- تحكم أوتوماتيكي بتدفق البودرة: سُمك طلاء ثابت
- إمكانية برمجة الجهد kV والخرج وعرض النمط لكل نوع قطعة
مهتم بـ مسدس طلاء بودرة أوتوماتيكي؟
تواصل مع فريقنا الهندسي بمتطلباتك. نرد خلال يوم عمل واحد.