Sistema de transportador aéreo
Transportador para líneas de producción automatizadas
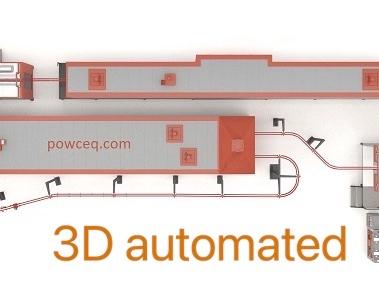
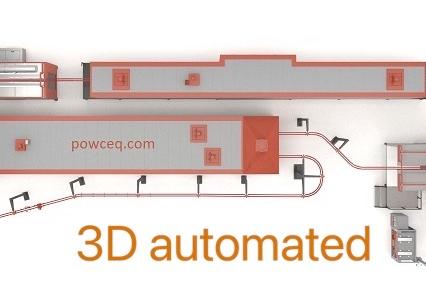
El sistema de transportador aéreo PowCEQ para recubrimiento en polvo mueve las piezas a través de cada etapa de una línea automatizada sobre un único riel continuo, desde la estación de carga pasando por el pretratamiento, la cabina de aplicación y el horno de curado, sin transferencia manual entre los pasos. Está construido para talleres de acabado y líneas de producción OEM que han superado el trabajo por lotes y necesitan una producción predecible, tiempos de permanencia constantes y menos manos tocando las piezas. El riel se diseña según su plano de planta, los colgadores soportan peso de producción real, y el sistema funciona como la columna vertebral que une estaciones de recubrimiento separadas en un único proceso sincronizado.
Capacidad de carga y velocidad de línea
Cada colgador está clasificado para 500 lbs (225 kg), de modo que el sistema maneja desde soportes y barandillas ligeros hasta estructuras metálicas pesadas y bastidores de máquinas sin reajuste de utillaje entre tandas. La longitud del riel es totalmente personalizada, trazada según su edificio, su número de estaciones y el tiempo de permanencia que requieren su polvo y su sustrato. La velocidad de línea es ajustable de 2 a 20 ft/min (0,6 a 6 m/min), lo que le permite afinar el tiempo de curado en el horno y la cobertura en cabina según la mezcla de piezas de un turno determinado. Las velocidades más lentas convienen a secciones gruesas y recubrimientos de alto espesor que necesitan más tiempo a temperatura; las velocidades más altas evacuan grandes volúmenes de piezas más ligeras. El resultado es un ciclo medido y repetible en lugar de la variabilidad que conlleva el transporte manual.
Flujo continuo a través de cada etapa
La característica que lo define es el movimiento ininterrumpido. Las piezas se cuelgan una sola vez en la estación de carga y permanecen en el mismo portador hasta llegar a la descarga, pasando sucesivamente por el lavado y el pretratamiento, la cabina de aplicación y el horno de curado. Eliminar la transferencia manual entre etapas reduce los daños por manipulación, mantiene las huellas dactilares y la contaminación lejos de las superficies limpias y conserva el espaciado constante, de modo que cada pieza recibe la misma cobertura en cabina y el mismo perfil de horno. La indexación se mantiene uniforme, lo que importa sobre todo en el horno, donde un tiempo de permanencia irregular es la causa habitual de subcurado o sobrecocción. Para un taller que pasa de un proceso manual por lotes, este flujo continuo es la mayor ganancia individual en consistencia de acabado y eficiencia de mano de obra.
Control y operación
El accionamiento funciona con corriente trifásica de 480V y es de velocidad controlada, de modo que los operarios pueden fijar y bloquear la cadencia de línea desde un punto de control central. La velocidad variable significa que usted marca exactamente los feet-per-minute que necesita un trabajo y el sistema la mantiene durante todo el turno, manteniendo la sincronización de la cabina y el horno acompasada con el transportador. Como la velocidad del riel gobierna el tiempo de permanencia en cada estación a la vez, un único ajuste coordina conjuntamente el tiempo de lavado, la ventana de aplicación y la duración del curado. Esto elimina las conjeturas de la jornada del operario y hace que los resultados sean repetibles de tanda a tanda, de turno a turno y de operario a operario. Cómo planificar el presupuesto en torno al accionamiento, el riel y el número de estaciones es algo que nuestra guía, Powder Coating Line Cost: What $50K, $500K, and $2M Systems Actually Include, desglosa en detalle.
Integración y compatibilidad de diseño
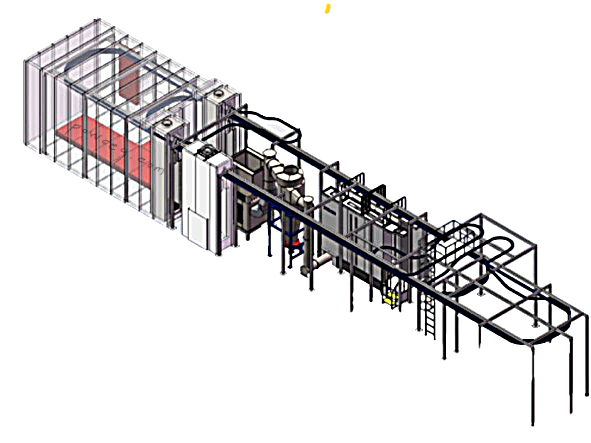
El transportador es la columna vertebral estructural y de temporización de la línea, por lo que se diseña en torno a su equipo existente o previsto en lugar de imponer una huella fija. El trazado personalizado del riel se adapta a tramos rectos, curvas, cambios de elevación y zonas de carga y descarga ubicadas donde su flujo de trabajo las necesite. El diseño y el espaciado de los colgadores se ajustan a la geometría de sus piezas y a la abertura útil de su cabina y su horno. Tanto si construye una línea nueva desde el suelo desnudo como si añade automatización a estaciones que ya posee, el diseño se planifica para que la cabina, el horno y la línea de pretratamiento se alineen en una única trayectoria sincronizada. La potencia, el rango de velocidad y la capacidad de carga se especifican para soportar las piezas más pesadas que procesa su taller.
Dónde encaja en su línea
El transportador aéreo se sitúa en el centro de una línea de recubrimiento PowCEQ completa y conecta cada una de las demás etapas en un solo flujo. Aguas arriba, las piezas entran por la línea de pretratamiento para su limpieza y preparación de superficie antes de llegar siquiera al polvo. El riel las traslada luego a la cabina de aplicación, donde sus pistolas y su centro de alimentación de polvo aplican el acabado, y continúa directamente hacia el horno de curado para un curado controlado a plena velocidad de línea. Como el transportador marca el ritmo de todo ello, dimensionar la cabina, el horno y el pretratamiento a la misma producción es lo que mantiene la línea equilibrada. Si especifica estas estaciones en conjunto, combinar desde el principio el transportador con una cabina, un paquete de pistolas, un centro de alimentación y un horno a juego evita cuellos de botella y le ofrece una única línea automatizada coordinada.
Precio bajo solicitud
Contáctenos para realizar el pedido
Especificaciones
- Longitud de raíl
- Custom
- Velocidad
- 0.6-6 m/min
- Capacidad de carga
- 225 kg/hanger
- Potencia
- 480V / 3 Phase
Características principales
- Accionamiento de velocidad variable
- Construcción de cadena de alta resistencia
- Trazados de vía a medida
- Capacidad de carga de hasta 500 lbs por colgador
¿Interesado en el/la Sistema de transportador aéreo?
Contacte a nuestro equipo de ingeniería con sus requisitos. Respondemos en 1 día hábil.