Automatische Pulverpistole
Für die Reziprokator-Montage in automatisierten Beschichtungslinien
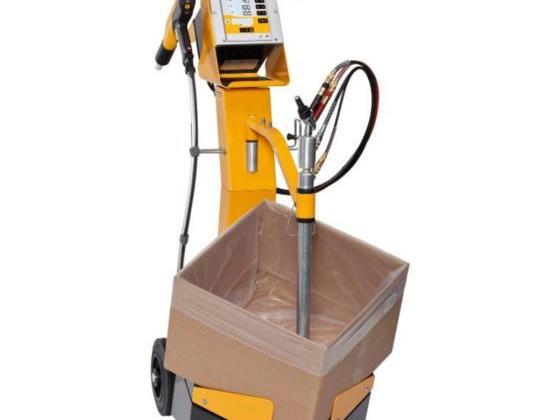
Die automatische Sprühpistole ist eine Pulverpistole für die unbeaufsichtigte Produktion, montiert auf einem Hubgerät oder Roboter und über eine integrierte SPS-Steuerung geführt, statt von einem Bediener gehalten zu werden. Sie ist für den kontinuierlichen automatischen Betrieb in der Mehrschichtproduktion gemacht, in der sich dasselbe Beschichtungsergebnis tausendfach ohne manuellen Eingriff wiederholen muss. Wenn Ihr Volumen dem Handsprühen entwachsen ist und Sie eine Applikation benötigen, die so stetig läuft wie Ihr Förderband, ist dies die Pistole, die eine Kabine in eine automatische Beschichtungsstufe verwandelt.
SPS-Steuerung und Wiederholgenauigkeit
Die Pistole wird von einer integrierten SPS geführt, die kV, Pulverausstoß und Sprühbreite festlegt. Diese Parameter unter programmierbare Steuerung zu stellen ist es, was die automatische Beschichtung wiederholbar macht: Jedes Teil erhält dieselbe Ladung, dasselbe Pulvervolumen und dasselbe Sprühbild, Schicht für Schicht, ohne Drift durch Bedienerermüdung oder -urteil. Für einen Produktionsingenieur ist dies der Kernwert der Pistole, denn die Gleichmäßigkeit über lange Läufe hinweg ist es, was die Ausschussraten niedrig und die Beschichtungsqualität vorhersehbar hält, wenn niemand jedes Teil überwacht.
Kontinuierlicher automatischer Betrieb
Die Pistole ist für den kontinuierlichen automatischen Betrieb ausgelegt, das heißt, sie ist dafür gebaut, ganze Produktionsschichten durchzulaufen statt in kurzen manuellen Schüben. Das eignet sich für Mehrschichtbetriebe, in denen die Linie lange Stunden läuft und die Applikationsstufe kein Punkt sein darf, der ständige Aufmerksamkeit erfordert. Kontinuierlich und automatisch zu laufen bedeutet außerdem, dass der Ausstoß der Pistole mit Förderbandgeschwindigkeit und Teileabstand synchronisiert ist, sodass die Beschichtung im Takt der eintreffenden Teile erfolgt und nicht im Tempo eines Bedieners.
Montage und Bewegung
Die Pistole wird auf einem Hubgerät oder einem Roboter montiert. Ein Hubgerät bewegt die Pistole senkrecht über die Teile, während sie auf dem Förderband vorbeilaufen, und deckt die gesamte Höhe des Werkstücks mit einem gleichmäßigen Bewegungsmuster ab. Ein Roboter fügt mehr Freiheitsgrade für Teile hinzu, deren Geometrie es erfordert, dass die Pistole einem komplexeren Bahnverlauf folgt. So oder so führt das Bewegungssystem die Pistole durch eine programmierte Bahn, und die per SPS festgelegte Sprühbreite ist auf diese Bewegung abgestimmt, sodass die Deckung über das Teil hinweg gleichmäßig bleibt. Diese Kombination aus programmierter Bewegung und programmierten Sprühparametern ist es, was die Bedienerschwankung aus der Applikation entfernt.
Scanner und Teileerkennung
Die Pistole ist mit 2D- und 3D-Scannern kompatibel, die die Teilegeometrie erkennen, während sich das Teil der Kabine nähert. Die Geometrieerkennung erlaubt es dem System, die Pistolen nur dann auszulösen, wenn ein Teil vorhanden ist, und sich an Größe und Form des Teils anzupassen, statt fortlaufend in leeren Förderbandraum zu sprühen. Das reduziert den Pulververlust zwischen den Teilen und hilft, den Beschichtungsgang auf das Profil jedes Teils abzustimmen. Bei gemischter Produktion, bei der die Teilegrößen entlang des Förderbands variieren, hält die scannergesteuerte Auslösung sowohl Deckung als auch Pulvereffizienz automatisch unter Kontrolle.
Wo sie in Ihre Linie passt
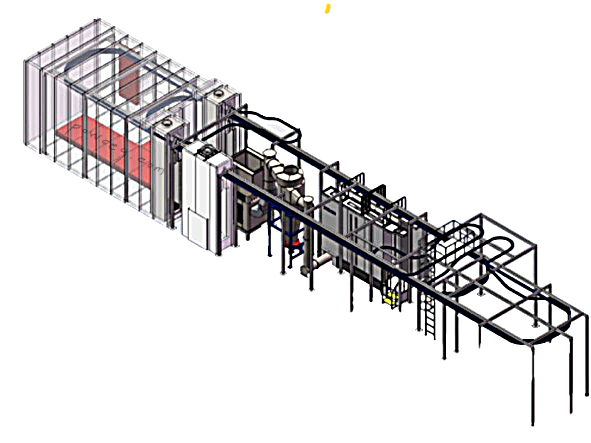
Die automatische Sprühpistole ist die Applikationsstufe einer automatischen Beschichtungslinie, montiert in einer automatischen Pulverkabine, in der ihr Sprühnebel von der Zyklon- oder Patronenrückgewinnung der Kabine aufgefangen und zur Wiederverwendung zurückgeführt wird. Vorgelagert reinigt und bereitet ein Vorbehandlungstunnel die Teile vor, damit die Beschichtung haftet; der Scanner erkennt jedes Teil beim Eintritt in die Kabine, und die SPS steuert die auf dem Hubgerät montierte Pistole, um es nach einem festgelegten Rezept zu beschichten. Nachgelagert trägt das Förderband die beschichteten Teile in einen Einbrennofen, in dem das Pulver im üblichen Bereich von 180 bis 200 C vernetzt. Das zurückgewonnene Pulver wird über ein Siebzentrum zur Pistole zurückgeführt und schließt so den Kreislauf. Dimensionieren Sie Pistolenanzahl und Hubgerät-Hub passend zu Ihrer Teilehöhe und Förderbandgeschwindigkeit, damit die Deckung im Produktionstakt gleichmäßig bleibt.
Preis auf Anfrage
Zur Bestellung Kontakt aufnehmen
Spezifikationen
- Montage
- Reciprocator / robot
- Steuerung
- PLC integrated
- Betrieb
- Continuous automatic
- Scanner
- 2D/3D compatible
Hauptmerkmale
- Reziprokator- oder Robotermontage: SPS-gesteuerte Sprühparameter
- 2D-/3D-Scanner-kompatibel: automatische Erkennung der Teilegeometrie
- Dauerbetrieb: ausgelegt für Mehrschichtproduktion
- Automatische Pulverstromregelung: gleichmäßige Schichtdicke
- Programmierbare kV, Leistung und Sprühbreite je Teiletyp
Interesse an Automatische Pulverpistole?
Kontaktieren Sie unser Ingenieurteam mit Ihren Anforderungen. Wir antworten innerhalb eines Werktags.