Hängeförderanlage
Förderanlage für automatisierte Produktionslinien
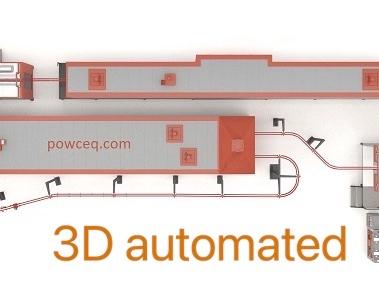
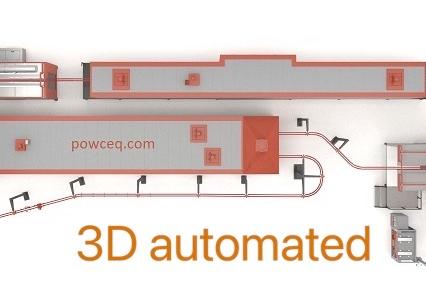
Das PowCEQ Hängefördersystem für die Pulverbeschichtung bewegt Teile auf einer einzigen durchgehenden Schiene durch jede Stufe einer automatisierten Anlage, von der Beladestation über die Vorbehandlung, die Spritzkabine bis zum Einbrennofen, ganz ohne manuelles Umsetzen zwischen den Schritten. Es ist für Lohnbeschichter und OEM-Produktionslinien gebaut, die dem Chargenbetrieb entwachsen sind und einen planbaren Durchsatz, gleichbleibende Verweilzeiten und weniger Handgriffe an den Teilen benötigen. Die Schiene wird auf Ihren Grundriss ausgelegt, die Gehänge tragen echtes Produktionsgewicht, und das System arbeitet als Rückgrat, das einzelne Beschichtungsstationen zu einem synchronisierten Prozess verbindet.
Tragfähigkeit und Bandgeschwindigkeit
Jedes Gehänge ist für 500 lbs (225 kg) ausgelegt, sodass das System alles von leichten Konsolen und Geländern bis zu schweren Stahlbaukonstruktionen und Maschinenrahmen ohne Umrüsten zwischen den Durchläufen bewältigt. Die Schienenlänge ist vollständig individuell und auf Ihr Gebäude, Ihre Stationsanzahl und die von Ihrem Pulver und Substrat geforderte Verweilzeit abgestimmt. Die Bandgeschwindigkeit ist von 2 bis 20 ft/min (0,6 bis 6 m/min) regelbar, womit Sie die Aushärtezeit im Ofen und die Abdeckung in der Kabine auf den Teilemix einer Schicht abstimmen. Langsamere Geschwindigkeiten eignen sich für dicke Querschnitte und hochaufbauende Beschichtungen, die längere Zeit bei Temperatur benötigen; höhere Geschwindigkeiten bewältigen große Mengen leichterer Teile. Das Ergebnis ist ein messbarer, wiederholbarer Zyklus statt der Schwankungen, die das manuelle Transportieren mit sich bringt.
Kontinuierlicher Durchlauf durch jede Stufe
Das prägende Merkmal ist die ununterbrochene Bewegung. Die Teile werden einmal an der Beladestation aufgehängt und bleiben auf demselben Träger, bis sie die Entladestation erreichen, wobei sie nacheinander Waschen und Vorbehandlung, die Auftragskabine und den Einbrennofen durchlaufen. Der Wegfall des manuellen Umsetzens zwischen den Stufen verringert Handhabungsschäden, hält Fingerabdrücke und Verunreinigungen von gereinigten Oberflächen fern und hält die Abstände konstant, sodass jedes Teil dieselbe Kabinenabdeckung und dasselbe Ofenprofil erhält. Die Taktung bleibt gleichmäßig, was vor allem am Ofen entscheidend ist, wo eine uneinheitliche Verweilzeit die übliche Ursache für unzureichende Aushärtung oder Überbrennen ist. Für einen Betrieb, der von einem manuellen Chargenprozess umsteigt, ist dieser kontinuierliche Durchlauf der größte Einzelgewinn bei der Beschichtungsgleichmäßigkeit und der Arbeitseffizienz.
Steuerung und Betrieb
Der Antrieb läuft mit 480V Dreiphasenstrom und ist drehzahlgeregelt, sodass Bediener die Bandgeschwindigkeit von einer zentralen Steuerstelle aus einstellen und sperren können. Die variable Geschwindigkeit bedeutet, dass Sie genau die feet-per-minute einstellen, die ein Auftrag benötigt, und das System sie über die gesamte Schicht hält, sodass die Zeitabläufe von Kabine und Ofen mit dem Förderer im Takt bleiben. Da die Bandgeschwindigkeit die Verweilzeit an jeder Station gleichzeitig bestimmt, koordiniert eine einzige Einstellung Waschzeit, Auftragsfenster und Aushärtedauer zusammen. Das nimmt dem Arbeitsalltag des Bedieners das Rätselraten und macht die Ergebnisse von Durchlauf zu Durchlauf, von Schicht zu Schicht und von Bediener zu Bediener wiederholbar. Wie Sie das Budget rund um Antrieb, Schiene und Stationsanzahl planen, erläutert unser Leitfaden Powder Coating Line Cost: What $50K, $500K, and $2M Systems Actually Include im Detail.
Integration und Layout-Kompatibilität
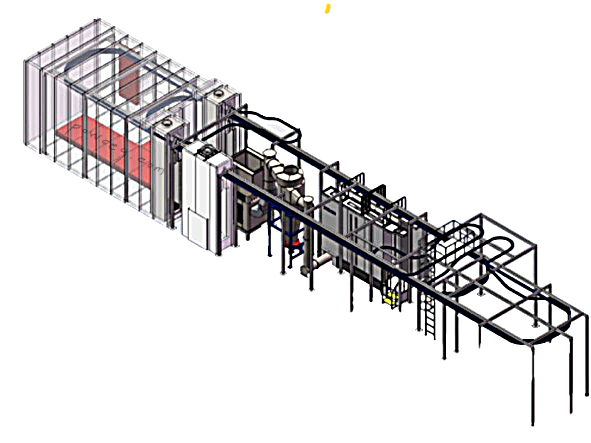
Der Förderer ist das tragende und zeitgebende Rückgrat der Anlage und wird daher um Ihre vorhandene oder geplante Ausrüstung herum konstruiert, statt eine feste Grundfläche vorzuschreiben. Die individuelle Schienenführung berücksichtigt gerade Strecken, Kurven, Höhenänderungen sowie Belade- und Entladezonen, die dort platziert werden, wo Ihr Arbeitsablauf sie braucht. Gehängekonstruktion und Abstände sind auf Ihre Teilegeometrie und auf die lichte Öffnung Ihrer Kabine und Ihres Ofens abgestimmt. Ob Sie eine neue Linie von Grund auf aufbauen oder bereits vorhandene Stationen automatisieren, das Layout wird so geplant, dass Kabine, Ofen und Vorbehandlungslinie auf einem einzigen synchronisierten Pfad liegen. Leistung, Geschwindigkeitsbereich und Tragfähigkeit werden so spezifiziert, dass sie die schwersten Teile Ihres Betriebs tragen.
Wo es in Ihre Linie passt
Der Hängeförderer steht im Zentrum einer kompletten PowCEQ Beschichtungslinie und verbindet jede andere Stufe zu einem Durchlauf. Stromaufwärts gelangen die Teile über die Vorbehandlungslinie zur Reinigung und Oberflächenvorbereitung, bevor sie überhaupt das Pulver erreichen. Die Schiene befördert sie dann in die Beschichtungskabine, wo Ihre Pulverpistolen und das Pulverförderzentrum den Finish auftragen, und führt direkt weiter in den Einbrennofen für eine kontrollierte Aushärtung bei voller Bandgeschwindigkeit. Da der Förderer das Tempo für das Ganze vorgibt, hält die Auslegung von Kabine, Ofen und Vorbehandlung auf denselben Durchsatz die Linie im Gleichgewicht. Wenn Sie diese Stationen gemeinsam spezifizieren, vermeidet die Kombination des Förderers mit einer abgestimmten Kabine, einem Pistolenpaket, einem Förderzentrum und einem Ofen von Anfang an Engpässe und gibt Ihnen eine koordinierte automatisierte Linie.
Preis auf Anfrage
Zur Bestellung Kontakt aufnehmen
Spezifikationen
- Schienenlänge
- Custom
- Geschwindigkeit
- 0.6-6 m/min
- Tragfähigkeit
- 225 kg/hanger
- Leistung
- 480V / 3 Phase
Hauptmerkmale
- Stufenlose Drehzahlregelung
- Robuste Kettenkonstruktion
- Individuelle Schienenführungen
- Tragfähigkeit bis zu 500 lbs pro Gehänge
Interesse an Hängeförderanlage?
Kontaktieren Sie unser Ingenieurteam mit Ihren Anforderungen. Wir antworten innerhalb eines Werktags.