Système de convoyeur aérien
Convoyeur pour ligne de production automatisée
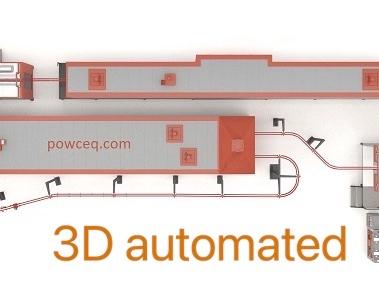
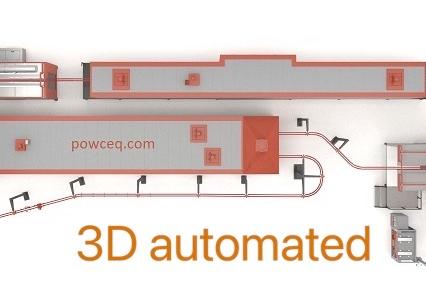
Le système de convoyeur aérien PowCEQ pour le thermolaquage déplace les pièces à travers chaque étape d'une ligne automatisée sur un seul rail continu, du poste de chargement au prétraitement, à la cabine d'application et au four de polymérisation, sans transfert manuel entre les étapes. Il est conçu pour les ateliers de finition et les lignes de production OEM qui ont dépassé le travail par lots et qui ont besoin d'un débit prévisible, de temps de séjour constants et de moins de manipulations sur les pièces. Le rail est étudié selon votre plan d'implantation, les balancelles supportent un poids de production réel, et le système fonctionne comme l'ossature qui relie des postes de revêtement distincts en un seul processus synchronisé.
Capacité de charge et vitesse de ligne
Chaque balancelle est calibrée pour 500 lbs (225 kg), de sorte que le système traite aussi bien les supports et garde-corps légers que les charpentes lourdes et les châssis de machines sans réoutillage entre les séries. La longueur du rail est entièrement sur mesure, agencée selon votre bâtiment, votre nombre de postes et le temps de séjour qu'exigent votre poudre et votre substrat. La vitesse de ligne est réglable de 2 à 20 ft/min (0,6 à 6 m/min), ce qui vous permet d'ajuster le temps de cuisson au four et la couverture en cabine au mélange de pièces d'une équipe donnée. Les vitesses lentes conviennent aux sections épaisses et aux revêtements à fort grammage qui nécessitent plus de temps à température ; les vitesses plus élevées évacuent de grands volumes de pièces plus légères. Le résultat est un cycle mesuré et reproductible plutôt que la variabilité qu'entraîne le transport manuel.
Flux continu à travers chaque étape
La caractéristique déterminante est le mouvement ininterrompu. Les pièces sont accrochées une seule fois au poste de chargement et restent sur le même porteur jusqu'au déchargement, traversant successivement le lavage et le prétraitement, la cabine d'application et le four de polymérisation. Supprimer le transfert manuel entre les étapes réduit les dommages de manipulation, écarte les empreintes et la contamination des surfaces nettoyées et maintient l'espacement constant, de sorte que chaque pièce reçoit la même couverture en cabine et le même profil de four. L'indexation reste régulière, ce qui importe surtout au four, où un temps de séjour irrégulier est la cause habituelle d'une sous-polymérisation ou d'une surcuisson. Pour un atelier passant d'un procédé manuel par lots, ce flux continu est le plus grand gain unique en matière de régularité de finition et d'efficacité de la main-d'œuvre.
Commande et exploitation
L'entraînement fonctionne en triphasé 480V et est régulé en vitesse, ce qui permet aux opérateurs de définir et de verrouiller la cadence de ligne depuis un point de commande central. La vitesse variable signifie que vous réglez exactement les feet-per-minute requis par un travail et que le système la maintient sur toute l'équipe, gardant la synchronisation de la cabine et du four en phase avec le convoyeur. Comme la vitesse du rail régit le temps de séjour à chaque poste simultanément, un seul réglage coordonne ensemble le temps de lavage, la fenêtre d'application et la durée de polymérisation. Cela élimine les approximations de la journée de l'opérateur et rend les résultats reproductibles d'une série à l'autre, d'une équipe à l'autre et d'un opérateur à l'autre. Planifier le budget autour de l'entraînement, du rail et du nombre de postes est ce que notre guide, Powder Coating Line Cost: What $50K, $500K, and $2M Systems Actually Include, détaille en profondeur.
Intégration et compatibilité d'implantation
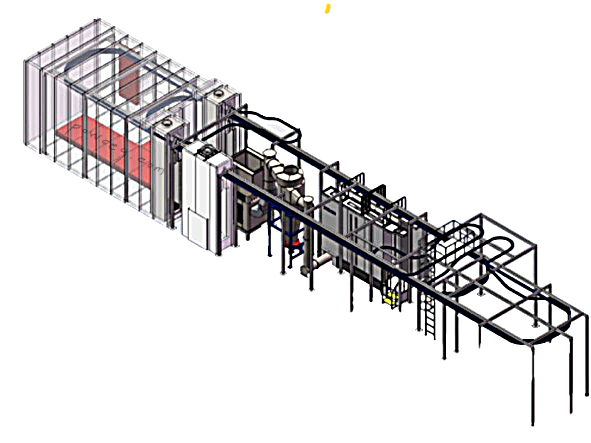
Le convoyeur est l'ossature structurelle et temporelle de la ligne, il est donc conçu autour de votre équipement existant ou prévu plutôt que d'imposer une emprise fixe. Le routage sur mesure du rail s'adapte aux tronçons droits, aux virages, aux changements de niveau et aux zones de chargement et de déchargement positionnées là où votre flux de travail en a besoin. La conception et l'espacement des balancelles sont accordés à la géométrie de vos pièces et à l'ouverture utile de votre cabine et de votre four. Que vous construisiez une nouvelle ligne sur sol nu ou que vous ajoutiez de l'automatisation à des postes que vous possédez déjà, l'implantation est planifiée pour que la cabine, le four et la ligne de prétraitement s'alignent sur un seul chemin synchronisé. La puissance, la plage de vitesse et la capacité de charge sont spécifiées pour porter les pièces les plus lourdes que traite votre atelier.
Sa place dans votre ligne
Le convoyeur aérien se situe au centre d'une ligne de revêtement PowCEQ complète et relie chacune des autres étapes en un seul flux. En amont, les pièces entrent par la ligne de prétraitement pour le nettoyage et la préparation de surface avant même d'atteindre la poudre. Le rail les transporte ensuite dans la cabine d'application, où vos pistolets et votre centre d'alimentation en poudre appliquent la finition, et continue directement dans le four de polymérisation pour une cuisson contrôlée à pleine vitesse de ligne. Comme le convoyeur impose la cadence à l'ensemble, dimensionner la cabine, le four et le prétraitement sur le même débit est ce qui maintient la ligne équilibrée. Si vous spécifiez ces postes ensemble, associer dès le départ le convoyeur à une cabine, un ensemble de pistolets, un centre d'alimentation et un four assortis évite les goulets d'étranglement et vous donne une seule ligne automatisée coordonnée.
Prix sur demande
Contactez-nous pour commander
Spécifications
- Longueur de rail
- Custom
- Vitesse
- 0.6-6 m/min
- Capacité de charge
- 225 kg/hanger
- Puissance
- 480V / 3 Phase
Caractéristiques principales
- Entraînement à vitesse variable
- Construction de chaîne robuste
- Tracés de rail sur mesure
- Capacité de charge jusqu'à 500 lbs par crochet
Intéressé par le/la Système de convoyeur aérien ?
Contactez notre équipe d'ingénierie avec vos exigences. Nous répondons sous 1 jour ouvré.