Durchlauf-Einbrennofen
Für automatisierte Linien: kontinuierlicher Materialfluss ohne Chargenbeladung
Der Conveyor Curing Oven ist für die kontinuierliche Produktion gebaut, bei der die Teile auf einer laufenden Linie durch den Ofen wandern, statt in Chargen beladen und entladen zu werden. Erhältlich als gerader Tunnel oder in U-Wende-Anordnung, härtet er einen stetigen Strom von Teilen aus, während sie durch die beheizte Kammer fahren, und beseitigt die Start-Stopp-Verzögerungen des Chargenbetriebs. Er ist der richtige Ofen für Beschichter mit hohem Volumen, für dedizierte Produktionslinien und für Betriebe, bei denen ein gleichbleibender Ausstoß und niedrige Kosten pro Teil wichtiger sind als die Flexibilität von Einzelchargen.
Kammergröße und Kapazität
Ein Förderofen wird nach der Linie bemessen, die er bedient, und nicht nach einem festen Kammervolumen. Die Tunnelanordnung führt Teile geradlinig hindurch, was sich für einen langen, einfachen Produktionsfluss und längere Teile eignet. Die U-Wende-Anordnung faltet den Weg auf sich selbst zurück, sodass Belade- und Entladepunkt am selben Ende liegen, was Bodenfläche spart und die Bediener in einem Arbeitsbereich hält. Die Kapazität wird durch die Liniengeschwindigkeit und den Abstand der Teile auf dem Förderband bestimmt: schnellere Bewegung und engeres Aufhängen erhöhen den Durchsatz, während schwerere oder dichtere Teile eine langsamere Fahrt verlangen, damit jedes vollständig aushärtet. Das Ergebnis ist eine Kammer, deren Ausstoß mit der Linie skaliert und nicht damit, wie viel Sie durch eine Tür bekommen.
Heizung und Betriebskosten
Der Conveyor Curing Oven ist mit Gas- oder Elektrobeheizung erhältlich. Elektrisch ist einfacher zu installieren und in den Anschaffungskosten niedriger, ohne dass Abgaszug oder Gasversorgung anzuordnen sind. Gas liefert typischerweise niedrigere Betriebskosten bei den hohen, anhaltenden Volumen, für die eine Förderlinie gebaut ist, weshalb viele kontinuierliche Linien sich dafür entscheiden. Die richtige Antwort hängt von Ihren Betriebsstunden, den Energiepreisen und der verfügbaren Versorgung ab, und unser Leitfaden zu Gas- versus Elektro-Einbrennöfen arbeitet diese Entscheidung im Detail durch. Welche Beheizung Sie auch wählen, der größte Kostenvorteil eines Förderofens ist der Durchsatz: Die Wärme über einen kontinuierlichen Teilefluss zu verteilen drückt die Kosten pro ausgehärtetem Teil unter das, was das Chargen-Aushärten bei Volumen erreichen kann.
Härteprofil und Temperaturgleichmäßigkeit
Die Maximaltemperatur beträgt 205 C (400 F) und deckt das übliche Einbrennfenster für Pulver ab. Auf einer Förderlinie wird die Aushärtung durch die Liniengeschwindigkeit bestimmt: Jedes Teil verbringt eine feste Zeit in der beheizten Zone, und diese Verweilzeit muss lang genug sein, damit das Metall seine Zieltemperatur erreicht, typischerweise im Bereich von 180-200 C, und sie hält. Da jedes Teil dem identischen Weg mit der identischen Geschwindigkeit folgt, liefert ein Förderofen für jedes Teil eine gleichbleibende Aushärtung, was sein Kernvorteil gegenüber dem Chargenbetrieb ist, bei dem die Beschickungsmuster variieren. Die Liniengeschwindigkeit auf das schwerste Teil im Mix abzustimmen hält selbst dicke Stücke beim Durchlauf vollständig ausgehärtet.
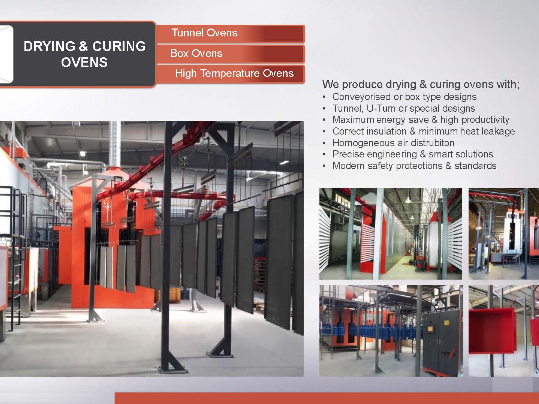
Bauweise und Steuerung
Der Ofen ist isoliert, um die Wärme in der Kammer zu halten, während Teile kontinuierlich ein- und austreten, und die Ein- und Austrittsöffnungen sind so gestaltet, dass sie den Wärmeverlust auf einer Linie begrenzen, die niemals stoppt. Die Steuerung regelt eine stabile Kammertemperatur, sodass jedes Teil, in Verbindung mit einer stetigen Fördergeschwindigkeit, dieselbe Aushärtung erhält wie das davor. Da die Variablen Temperatur und Liniengeschwindigkeit sind und nicht das manuelle Chargentiming, lässt sich ein Förderofen unkompliziert gleichbleibend betreiben, sobald das Rezept eingestellt ist, mit weniger Abhängigkeit vom Urteil des Bedieners von Charge zu Charge.
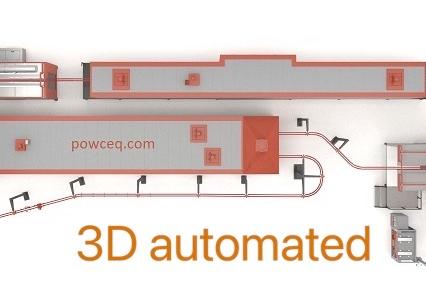
Wo er in Ihre Linie passt
Der Conveyor Curing Oven ist eine Stufe einer integrierten, kontinuierlich laufenden Endbeschichtungslinie. Er verbindet sich direkt mit einem Hängeförderer oder einem Power and Free Förderer, der die Teile von der Vorbehandlung über die Beschichtungskabine und in den Ofen befördert, ohne manuelles Umhängen. Vorgelagert reinigt und bereitet eine automatisierte Vorbehandlungslinie die Teile im selben kontinuierlichen Fluss vor, und eine Beschichtungskabine trägt Pulver auf, während die Teile vorbeiziehen. Ein Pulverzentrum hält die Kabine für das ununterbrochene Spritzen versorgt. Der Förderofen schließt den Kreis, indem er jedes Teil bei Ankunft aushärtet, sodass die gesamte Linie als ein synchronisiertes Produktionssystem läuft.
Preis auf Anfrage
Zur Bestellung Kontakt aufnehmen
Spezifikationen
- Anordnung
- Tunnel or U-turn
- Max. Temperatur
- 205°C
- Beheizung
- Gas or Electric
- Integration
- Overhead or power & free conveyor
Hauptmerkmale
- Kontinuierlicher Produktfluss: keine Verzögerungen durch Chargenbeladung
- Tunnel- oder U-Turn-Anordnung: passt sich verschiedenen Grundrissen an
- Integration in Hänge- oder Power-&-Free-Fördersysteme
- Gleichmäßige Aushärtetemperatur: jedes Teil erhält dieselbe Behandlung
- Niedrigere Kosten pro Teil bei Produktionsmengen
Interesse an Durchlauf-Einbrennofen?
Kontaktieren Sie unser Ingenieurteam mit Ihren Anforderungen. Wir antworten innerhalb eines Werktags.