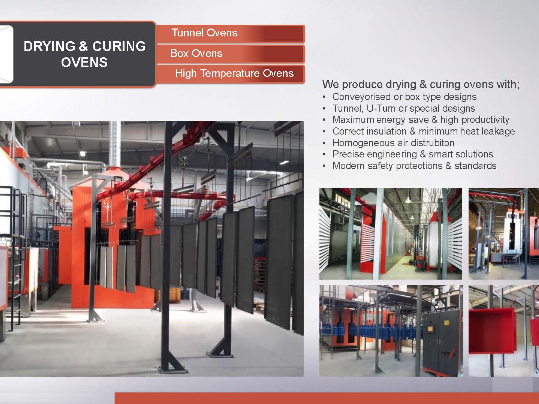
Einbrennofen
Hochtemperatur-Einbrennofen für den Chargenbetrieb
Der PowCEQ Pulverbeschichtungs-Einbrennofen ist ein Hochtemperatur-Chargenofen, der das aufgetragene Pulver nach dem Sprühen vollständig vernetzt und Lohnbeschichtern sowie Fertigungszellen eine zuverlässige Einbrennstufe bietet, ohne dass ein durchlaufender Förderer erforderlich ist. Er ist auf Betriebe ausgelegt, die täglich einen wechselnden Mix aus Teilegrößen verarbeiten: in der einen Stunde Halterungen und kleine Baugruppen, in der nächsten größere Schweißkonstruktionen oder Rahmenbaugruppen. Die Kammer von 6 x 6 x 8 ft, die Decke bei 232C (450F) und die Wahl zwischen Gas- oder Elektrobeheizung machen ihn zum praktischen Kernstück für jeden Betrieb, der eine manuelle oder halbautomatische Beschichtungslinie aufbaut und bei dem Flexibilität über verschiedene Chargengrößen wichtiger ist als ein fester Durchsatz pro Minute.
Kammergröße und Temperaturbereich
Die Innenkammer misst 6 x 6 x 8 ft (1,8 x 1,8 x 2,4 m), genug Volumen, um vollständige Bleche, Rahmenbaugruppen oder ein beladenes Gestell mit kleineren Teilen in einer einzigen Charge aufzuhängen. Die maximale Betriebstemperatur beträgt 450F (232C) und deckt damit die Einbrennprogramme gängiger duroplastischer Pulver ab, darunter die meisten Polyester-, Epoxid-Polyester-Hybrid- und TGIC-Systeme, die 10 bis 20 Minuten bei einer Objekttemperatur im Bereich von 180C bis 200C erfordern. Der Spielraum oberhalb der typischen Sollwerte gibt Ihnen Reserve für schwerere Teile, die länger brauchen, um die Objekttemperatur zu erreichen, und für das gelegentliche Hochtemperatur-Pulver. Die Auslegung der Kammer auf Ihre tatsächliche Teilegeometrie ist entscheidend: Unser Leitfaden zur Dimensionierung von Industrie-Pulverbeschichtungsöfen erklärt, wie Sie Innenvolumen und Beladung auf Ihren Teilemix und Ihre angestrebte Taktzahl abstimmen.
Chargen-Einbrennprozess und Arbeitsablauf
Dies ist ein Chargenofen: Die Teile werden eingebracht, die Tür wird geschlossen, und die gesamte Kammer hält für die Dauer des Einbrennens einen stabilen Sollwert. Dieses Modell eignet sich für Betriebe, in denen sich der Teilemix von Charge zu Charge ändert und ein Förderer Kompromisse bei Liniengeschwindigkeit und Hängeabstand erzwingen würde. Sie brennen ein Gestell mit Kleinteilen und eine einzelne große Konstruktion auf derselben Anlage ein, ohne umzurüsten. Die Einbrennzeit richtet sich nach der Objekttemperatur, nicht nach der Lufttemperatur, sodass schwerere oder dickere Querschnitte einfach länger drinbleiben, statt einen separaten Aufbau zu erfordern. Mit einer Aufheizzeit von rund 30 Minuten aus kaltem Zustand ist der Ofen früh in der Schicht für die erste Charge bereit und erholt sich zwischen den Chargen schnell, sobald er auf Temperatur ist.
Wärmequelle, Steuerung und Betrieb
Die Wärmequelle ist wahlweise als Gas oder Elektro angegeben, sodass Sie den Ofen auf lokale Energiekosten und Infrastruktur abstimmen können. Die Gasbefeuerung punktet in der Regel bei den Betriebskosten pro Einbrennvorgang in Betrieben mit höherem Volumen und angemessenen Gaspreisen, während Elektro die Installation vereinfacht, wo ein Gasanschluss oder eine Abgasführung unpraktisch ist, und die Kammer frei von Verbrennungsnebenprodukten hält. Unser Leitfaden zu Gas- versus Elektro-Einbrennöfen legt die tatsächlichen Betriebskosten im großen Maßstab dar, sodass Sie die Zahlen gegen Ihren eigenen Durchsatz und Ihre Energiepreise rechnen können. Der Betrieb ist unkompliziert: Solltemperatur einstellen, Kammer stabilisieren lassen, beladen und die Einbrennzeit ab dem Moment messen, in dem die Teile die Objekttemperatur erreichen. Die Erholung nach jedem Türöffnen erfolgt schnell, sobald der Ofen den Sollwert erreicht hat.
Einbindung in eine Beschichtungslinie
Der Ofen ist darauf ausgelegt, sich in den Rest einer manuellen oder halbautomatischen Linie einzufügen, statt allein zu stehen. Seine Stellfläche und die Kammer von 6 x 6 x 8 ft passen natürlich zu einer abgestimmten Sprühkabine, sodass die Teilegeometrien von der Applikation bis zum Einbrennen konsistent bleiben, und das Chargenmodell bedeutet, dass Sie über die beiden Stufen hinweg nicht an eine feste Fördergeschwindigkeit gebunden sind. Die Beladung erfolgt je nach Ihrem Handling gestell- oder wagenbasiert, und die Kammer nimmt Teile auf, die an Standardhaken hängen oder auf Regalwagen abgestellt sind. Da das Einbrennen von einer durchlaufenden Linie entkoppelt ist, können Sie die Applikationskapazität unabhängig skalieren und eine zweite Kabine oder weitere Sprühstationen hinzufügen, ohne die Einbrennstufe neu auszulegen.
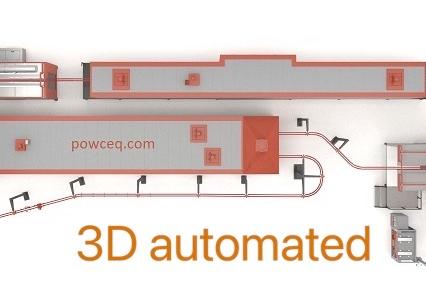
Wo er in Ihrer Linie steht
In einer vollständigen PowCEQ Beschichtungslinie steht dieser Einbrennofen an der letzten Stufe, nachgelagert zu allem, was das Pulver vorbereitet und aufträgt. Vorgelagert reinigt und konditioniert ein Vorbehandlungssystem das Substrat, die Teile gelangen in eine Beschichtungskabine, in der von einem Pulverförderzentrum gespeiste Sprühpistolen den Film auftragen, und ein Hängeförderer kann die Werkstücke bei Layouts mit höherem Volumen von der Kabine zum Ofen befördern. Der Einbrennofen vernetzt anschließend das aufgetragene Pulver zu seiner fertigen, beständigen Beschichtung. Da er im Chargenbetrieb läuft, passt er gleichermaßen zu einem manuellen Betrieb mit einer einzelnen Kabine wie zu einer Förderzelle und lässt Sie die Linie in Stufen aufbauen sowie eine Kabine, Pistolen oder Vorbehandlungskapazität bei wachsender Nachfrage hinzufügen, ohne die Einbrennstufe zu ersetzen.
Preis auf Anfrage
Zur Bestellung Kontakt aufnehmen
Spezifikationen
- Innenmaße
- 1.8m x 1.8m x 2.4m
- Max. Temperatur
- 232°C
- Wärmequelle
- Gas / Electric
- Aufheizzeit
- ~30 minutes
Hauptmerkmale
- Digitale Temperaturregelung
- Gleichmäßige Wärmeverteilung
- Isolierte Doppelwandkonstruktion
- Kompatibel mit Hängeschiene
Interesse an Einbrennofen?
Kontaktieren Sie unser Ingenieurteam mit Ihren Anforderungen. Wir antworten innerhalb eines Werktags.