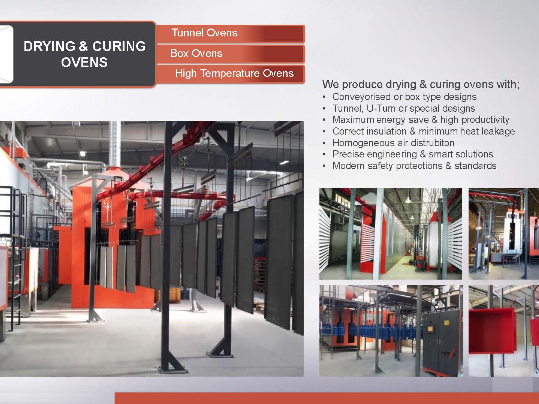
コンベア式焼付炉
自動ラインに最適。バッチ投入が不要で、製品が連続して流れます。
コンベア焼付炉は連続生産向けに設計されており、部品はバッチで積み下ろしされるのではなく、動くラインに乗ってオーブンを通過します。直線トンネル式またはUターン式のレイアウトが用意され、加熱されたチャンバーを移動する部品の安定した流れを焼き付け、バッチ作業のスタートストップによる遅れを取り除きます。大量生産の塗装業者、専用の生産ライン、そして一品物のバッチの柔軟性よりも一貫した生産量と部品あたりの低コストを重視する事業者に適したオーブンです。
チャンバーの寸法と処理能力
コンベアオーブンは、固定されたチャンバー容積ではなく、それが受け持つラインによってサイズが決まります。トンネル式のレイアウトは部品をまっすぐ通過させるため、長く単純な生産の流れや長尺部品に適しています。Uターン式のレイアウトは経路を折り返し、積み込みと積み下ろしの地点を同じ端に配置するため、床面積を節約し、作業者を一つの作業エリアにまとめます。処理能力は、ラインの速度とコンベア上の部品の間隔によって決まります。移動が速く吊り掛けの間隔が詰まるほど処理量は上がり、重いまたは密度の高い部品ではそれぞれが完全に硬化するよう移動を遅くする必要があります。その結果、扉をどれだけ通せるかではなく、ラインに応じて生産量が拡張するチャンバーになります。
加熱方式とランニングコスト
コンベア焼付炉はガス加熱または電気加熱が選択できます。電気式は設置がより簡単で初期費用が低く、煙道やガス供給の手配が不要です。ガス式は、コンベアラインが本来想定する高く持続的な処理量において、通常より低い運転コストをもたらすため、多くの連続ラインがこれを選びます。最適な答えは稼働時間、エネルギー価格、利用可能な供給によって決まり、ガス式と電気式の焼付炉に関する当社のガイドがその判断を詳しく検討しています。どちらの加熱を選ぶにせよ、コンベアオーブンの最大のコスト面の利点は処理量にあります。連続的な部品の流れに熱を分散させることで、硬化部品あたりのコストを、量産時にバッチ焼き付けでは到達できない水準まで押し下げます。
硬化プロファイルと温度の均一性
最高温度は 205 C(400 F)で、標準的な粉体の硬化範囲をカバーします。コンベアラインでは硬化はライン速度によって管理されます。各部品は加熱ゾーンで一定の時間を過ごし、その保持時間は金属が目標温度、通常は 180-200 C の範囲に達してそれを保つのに十分な長さでなければなりません。すべての部品が同一の経路を同一の速度で進むため、コンベアオーブンはすべての部品に一貫した硬化をもたらします。これは、荷積みパターンが変動するバッチ作業に対する核心的な利点です。ライン速度を混在する荷の中で最も重い部品に合わせることで、肉厚の品物も通過の間に完全に硬化します。
構造と制御
本オーブンは、部品が連続して出入りする間もチャンバー内に熱を保持するよう断熱されており、入口と出口の開口部は、止まることのないラインで熱損失を抑えるよう設計されています。制御がチャンバー温度を安定して管理するため、一定のコンベア速度と組み合わさって、各部品は前の部品と同じ硬化を受けます。変数が手動のバッチタイミングではなく温度とライン速度であるため、いったんレシピが設定されれば、コンベアオーブンは荷ごとの作業者の判断への依存が少なく、一貫して運転するのが容易です。
ラインにおける位置づけ
コンベア焼付炉は、統合され連続して動く仕上げラインの一工程です。前処理から塗装ブースを経てオーブンまで、手作業での持ち替えなしに部品を運ぶオーバーヘッドコンベアまたは Power and Free コンベアに直接接続します。上流では、自動化された前処理ラインが同じ連続した流れの中で部品を洗浄し整え、塗装ブースが通過する部品に粉体を塗布します。粉体供給装置が、止まることのないスプレーに向けてブースへ供給を続けます。コンベアオーブンが循環を完結させ、到着する各部品を硬化させることで、ライン全体が一つの同期した生産システムとして稼働します。
価格はお問い合わせください
ご注文はお問い合わせください
仕様
- レイアウト
- Tunnel or U-turn
- 最高温度
- 205°C
- 加熱方式
- Gas or Electric
- システム連携
- Overhead or power & free conveyor
主な特長
- 連続的な製品の流れ: バッチ搬入による遅延なし
- トンネル型またはUターン型レイアウト: さまざまなフロアプランに対応
- オーバーヘッドまたはPower & Freeコンベアシステムと統合
- 安定した焼付温度: すべての部品が同じ処理を受ける
- 生産量が多い場合に部品あたりのコストを削減